Dicke des Materials
- Allgemeine Dicke: von 0,003 bis 1,5 mm.
- Titan Standard bis zum 0,5 mm.
- Andere Dicken nach Rücksprache.
Größen
- Standard bis zu einer Bruttogröße von 550 x 550 mm.
- Große Teilen:
- Brutto ≤ 2000 x ≤ 625 mm
- Dicke ≤ 0.5 mm
Toleranzen
- Standard +/- 10% der Dicke des Materials mit mindestens +/- 0,01 mm.
Diese Werte können in Abhängigkeit des Materials und der Konfigurierung aber abweichen.
- Besondere Lochtoleranzen, beispielsweise H7, werden Standard unter der Mindestgröße geätzt, damit sie dann auf Maß geräumt werden können.
- Es wird immer von den nominalen Maßen ausgegangen.
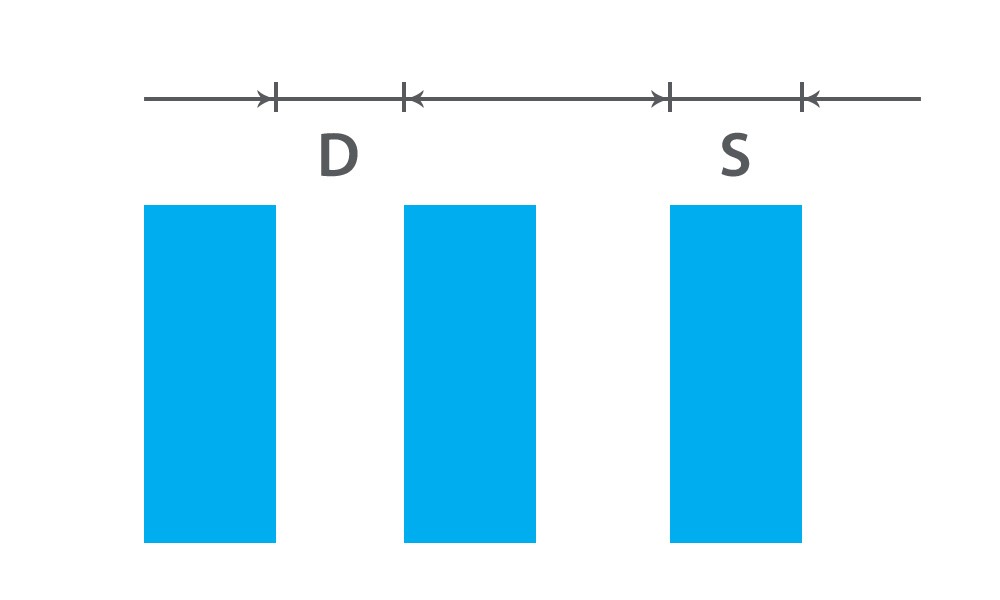
Damm- und Schlitzbreite
| |
D = Damm |
S = Schlitz/Loch |
 |
| Eisen, Kohlenstoffstahl, rostfreier Stahl usw. |
1 T |
1,2 T |
| Nickel |
1,25 T |
1,5 T |
| Kupfer, Bronze, Messing, Beryllium-Kupfer, usw. |
0,8 T |
1,1 T |
| Gold |
1,5 T |
2 T |
| Aluminium |
1,3 T |
1,5 T |
| Molybdän, Silver |
0,8 T |
1,1 T |
| Titan |
1,25 T |
1,5 T |
Die minimal realisierbare Damm- und Schlitzbreite wird oftmals folgendermaßen durch die Materialstärke bestimmt:
| |
D = Damm |
S = Schlitz/Loch |
| < 0,1 mm |
1,2 T |
1,2 T |
| 0,1 - 0,2 mm |
0,1 mm |
1,1 T |
| > 0,2 mm |
0,15 mm |
1 T |
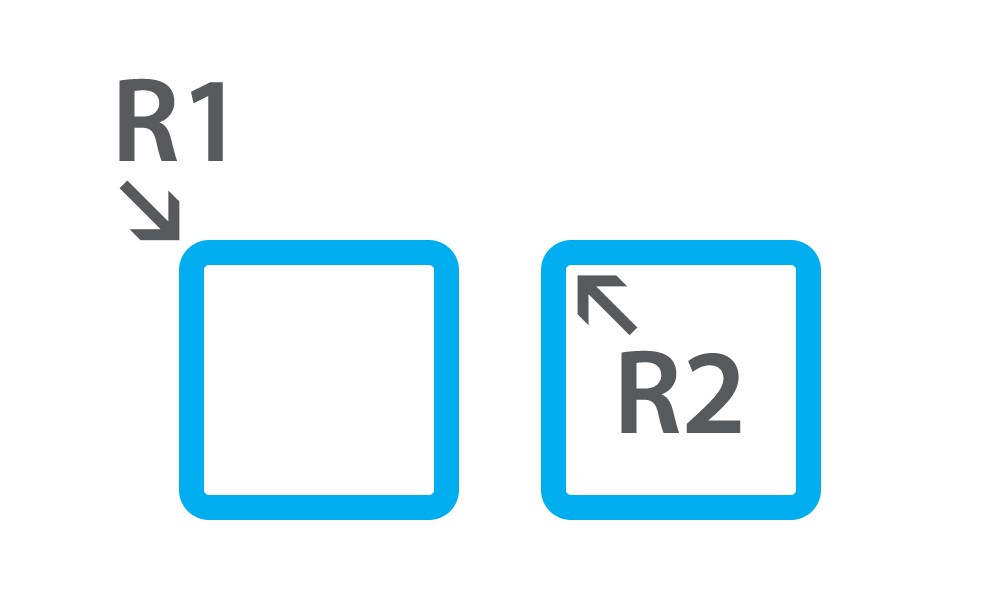
Innerer und externer Eckenwinkel
| |
R1 |
R2 |
 |
| < 0,1 mm |
≥ 0,75 T |
≥ 1 T |
| 0,1 - 0,2 mm |
≥ 0,75 T |
≥ 1 T |
| > 0,2 mm |
≥ 0,75 T |
≥ 1 T |
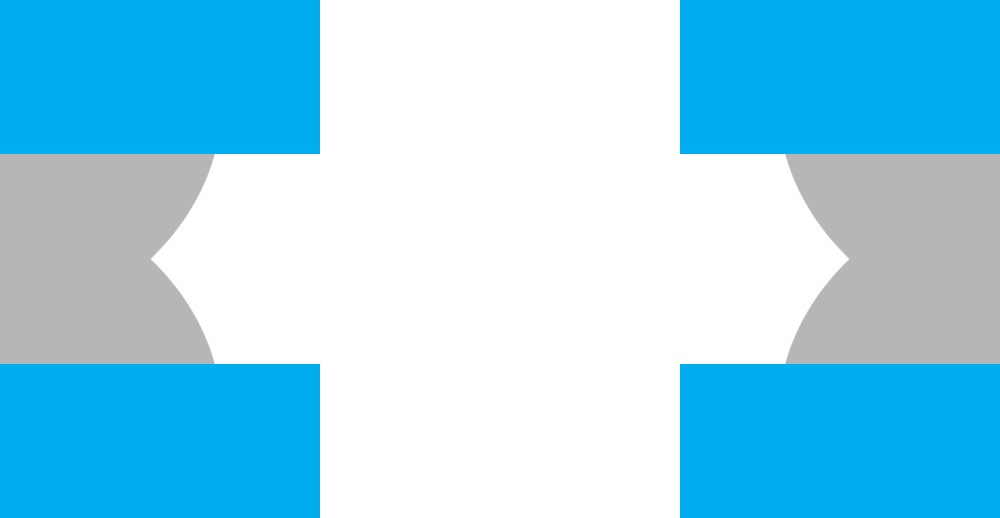
Ätzprofile
 |
 |
 |
 |
 |
| Bikonvex |
Bikonkav |
Riefenätzung |
Konvex |
Spitz |
Verbindungsstege
- Geätzt wird in Platten, in denen die Produkte, sei es lose, als auch mit Hilfe von Verbindungsstege konfiguriert werden können.
- Man ätzt vorzugsweise mit Verbindungsstegen, denn diese Methode ist effektiver und erlangt eine höhere Maßgenauigkeit. Hier kann man sich für anschließendes oder versunkene Verbindungsstege entscheiden.
- Falls die Verbindungsstege keine Option sind, kann auch lose geätzt werden. Diese Methode ist arbeitsintensiver und bietet ein etwas größeres Toleranzfeld.



